
俛倕倖倧倰倕丂俙倖倲倕倰丂帠椺廤#01丂倃bar-R娗棟恾偵傛傞僀儞儔僀儞昳幙娗棟偱昳幙倀俹仾
岞嵎僊儕僊儕偺惢昳偱僋儗乕儉敪惗
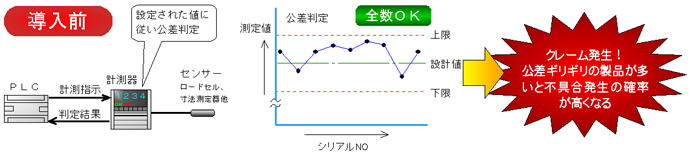
帠椺偼埑擖岺掱偵偍偗傞壸廳専嵏偲丄壛岺岺掱偵偍偗傞悺朄専嵏偑偁傝丄偳偪傜偲傕儔僀儞忋偵敾掕婡擻晅偒寁應婍傪憰旛偟偰慡悢専嵏偑峴傢傟偰偄傑偟偨丅
侾丏寁應婍偵岞嵎斖埻傪擖椡偟偰偍偒丄専嵏偺僞僀儈儞僌偱俹俴俠偑寁應巜帵傪弌椡
俀丏寁應婍偼寁應傪峴偄丄寢壥傪俹俴俠偵弌椡
俁丏専嵏寢壥偑俶俧偺応崌偼寈曬傪敪偟偰儔僀儞傪掆巭
偙偺僔僗僥儉偵傛傝俶俧昳偑弌壸偝傟傞帠偼偁傝傑偣傫偱偟偨丅
強偑丄偁傞擔僋儗乕儉偑敪惗丅岞嵎敾掕偱偼俷俲偱偟偨偑丄岞嵎僊儕僊儕偺昳暔偑懡偄偨傔丄巗応偱偺晄嬶崌敪惗棪偑崅偔側傞偲尵偆偺偱偡丅懳嶔偑媮傔傜傟傑偟偨偑丄岞嵎傪尩偟偔偟夁偓傞偲惗嶻偑弌棃側偔側傞偨傔娭學幰偼擸傒傑偟偨丅
専摙偺枛丄倃bar-R娗棟恾偵傛傞敾掕側傜偽擺昳愭傕擺摼偲尵偆偙偲偵側傝憰抲偵僨乕僞乕儘僈乕偑庢傝晅偗傜傟傑偟偨丅
偙偺擔偐傜昳幙娗棟扴摉偑掕婜揑偵僨乕僞傪媧偄忋偘偰帠柋強偵帩偪婣傝廤寁傪峴偆偲尵偭偨嶌嬈偑巒傑傝傑偟偨偑丄恖審旓偑偐偐傞忋偵俶俧敾掕偑弌偨帪偵捈偪偵儔僀儞傪掆巭偝偣傞帠傕弌棃側偐偭偨偨傔丄僀儞儔僀儞偱偺帺摦敾掕壔偑専摙偝傟傑偟偨丅
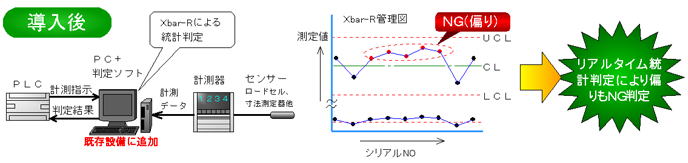
惗嶻尰応偱倃倐倎倰-R娗棟恾傪儕傾儖僞僀儉偵尒偊傞壔
俹俴俠傗僞僢僠僷僱儖摍丄尰応偱壱摥偡傞惂屼憰抲偱偼偱倃bar-R娗棟恾偺張棟傪峴偆帠偑嬌傔偰崲擄偱偁偭偨偨傔丄俹俠傪儔僀儞偵慻傒崬傓曽朄偑専摙偝傟傑偟偨丅
偦偙偱惗嶻愝旛偲俹俠偲傪岠壥揑偵偮側偘傞帠傕弌棃傞乽僶儕儏乕倀俹乿偵堷偒崌偄偑弌偝傟僔僗僥儉壔偑巒傑傝傑偟偨丅
僶儕儏乕傾僢僾採埬偱偼側傞傋偔婛懚偺愝旛傪巊梡偟丄倃bar-R娗棟恾偵傛傞敾掕偑峴偊傞傛偆偵偡傞帠傪廳帇偟丄奺憰抲偲師偺傛偆側愙懕傪峴偄傑偟偨丅
丒俹俠偲寁應婍(悺朄應掕)丗寁應婍偵僔儕傾儖僀儞僞乕僼僃乕僗偑憰旛偝傟偰偄偨偨傔僔儕傾儖僀儞僞乕僼僃乕僗偱愙懕
丒俹俠偲寁應婍(壸廳應掕)丗俹俠偵傾僫儘僌擖椡儐僯僢僩傪憰旛偟丄寁應婍偺傾僫儘僌弌椡偲愙懕
丒俹俠偲俹俴俠丗俹俠偵俬乛俷儐僯僢僩傪憰旛偟丄俹俴俠偲俬乛俷愙懕
偙傟偵傛傝摫擖屻偵偼師偺傛偆側婡擻偑幚尰丅
侾丏俹俠偵倃bar-R娗棟僜僼僩傪僀儞僗僩乕儖偟偰偍偒丄専嵏偺僞僀儈儞僌偱俹俴俠偑寁應巜帵傪弌椡
俀丏俹俠偼寁應婍偐傜僨乕僞傪庢摼偟丄倃bar-R娗棟恾偵傛傞敾掕傪峴偆
俁丏専嵏寢壥偑俶俧偺応崌偼寈曬傪敪偟偰儔僀儞傪掆巭乮倃倐倎倰-R娗棟恾偵傛傞敾掕乯
偝傜偵摫擖偟偨儔僀儞偼暋悢偺昳庬傪惗嶻偟偰偄偨偨傔丄昳庬忣曬傪俹俴俠偐傜庢摼偟丄昳庬暿傗儘僢僩暿偵倃倐倎倰-R娗棟傪峴偆婡擻傕憰旛偝傟傑偟偨丅
埲忋偵傛傝丄岞嵎僊儕僊儕偺楢懕傗曃傝摍偺尰徾偑敪惗応崌偵偼俶俧偲偡傞帠偑弌棃丄昳幙忣曬偺尒偊傞壔偵傛偭偰昳幙偺僶儔僣僉嬶崌傗帯嬶偺徚栒嬶崌側偳傕梊應偟堈偔偡傞帠偑弌棃傑偟偨丅